
.svg) Steven Dam
Steven Dam
.png)
.svg)
Proactively identifying potential failure points in complex systems engineering can mean the difference between success and costly disruptions. What is FMEA? Failure Modes and Effects Analysis (FMEA) is a structured approach engineers use to assess potential failures, analyze their impact, and prioritize mitigation efforts.
With Innoslate’s advanced MBSE capabilities, engineers can take FMEA a step further by integrating Discrete Event Simulation (DES) and Monte Carlo Simulation (MCS) to quantify risks, predict costs, and optimize decision-making.
Why FMEA Matters
FMEA is widely used across industries such as aerospace, automotive, and defense to:
-
Enhance system reliability by identifying weaknesses early in the design process.
-
Improve safety by understanding potential failure consequences.
-
Optimize maintenance strategies to minimize downtime and costs.
-
Reduce risk by providing data-driven insights into failure probabilities.
Traditionally, engineers conduct FMEA through manual spreadsheets, which can be time-consuming and lack dynamic analysis. By leveraging Innoslate’s advanced simulation tools, teams can model failure scenarios in real-time and make data-backed decisions.
Fault Tree Analysis (FTA) and FMECA: Enhancing Risk Assessment
While FMEA provides a structured approach to identifying failure modes, Fault Tree Analysis (FTA) and Failure Modes, Effects, and Criticality Analysis (FMECA) offer additional insights:
-
What is Fault Tree Analysis? Fault Tree Analysis (FTA) is a top-down approach that enables engineers to visualize the logical relationships between failure events. Innoslate’s FTA capability helps teams determine the probability of system-wide failures and address vulnerabilities before they escalate.
-
What is FMECA? Failure Modes, Effects, and Criticality Analysis (FMECA) extends FMEA by ranking failures based on severity, occurrence, and detectability, helping engineers prioritize mitigation strategies more effectively. Innoslate supports quantitative criticality assessments to identify high-risk areas.
By integrating FTA, FMECA, and FMEA, engineers gain a holistic risk analysis approach that improves decision-making and system resilience.
Use Case: Vehicle Failure Analysis with Innoslate
To demonstrate the power of FMEA in Innoslate, let’s explore a vehicle failure process that models potential issues such as flat tires, running out of gas, and engine failures.
Key Findings from Simulation Analysis
Using Discrete Event Simulation (DES) and Monte Carlo Simulation (MCS), engineers can:
-
Identify the most frequent failure modes (e.g., flat tires occur 50% of the time).
-
Estimate costs associated with repairs (e.g., engine failure repairs range from $200 to $1,000).
-
Predict downtime impacts (e.g., waiting for a tow truck increases total system downtime significantly).
-
Determine risk priority areas to optimize resource allocation.
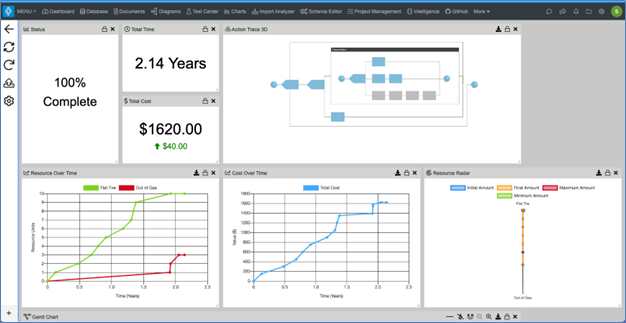
Discrete Event Simulation Run
Monte Carlo Simulation Insights
Monte Carlo Simulation runs 100+ iterations to evaluate cost and time variations. The findings reveal:
-
Mean cost of vehicle failures: $4,644 over two years.
-
Potential worst-case scenario: Up to $9,000 in repair costs.
-
Major cost drivers: Waiting for repairs and Uber alternatives.
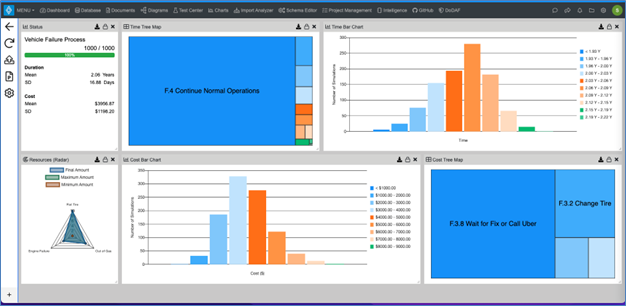
Figure 11. Monte Carlo Calculations for 1000 Iterations.
From Analysis to Action
Through these simulations, engineers can identify the highest-risk areas and optimize responses to mitigate delays and costs. Innoslate’s integrated simulation tools allow users to modify parameters, run new scenarios, and optimize decision-making in real-time.
Want to See the Full Walkthrough?
Visit our Help Center for a step-by-step guide on setting up and running an FMEA simulation in Innoslate.
By combining FMEA with Innoslate’s modeling and simulation capabilities, teams can move beyond traditional risk assessments and create proactive, data-driven reliability strategies. Start optimizing your systems today!

Agile vs. Waterfall for Satellites: An MBSE Simulation in Innoslate
Robin Yeman and Yashwant Malaiya recently demonstrated MBSE for Satellite systems using Innoslate as their MBSE tool. They presented their study at...
%20(200%20%C3%97%20100%20px)%20(800%20%C3%97%20400%20px)%20(6).png)
8 Systems Engineering Fails in Jurassic Park
Could Good Systems Engineering Have Prevented the OG Jurassic Park from Failing?